鋸(のこぎり)について
HOME » Saw Blade 鋸(のこぎり)
弊社は、50年以上に渡って鋸の製造・販売に携わっております。鋸刃には、大きく分けて木を切る木工用鋸と金属を切る金工用鋸があります。同じ鋸刃でも刃の形状や製造方法は全く異なります。弊社が製造する鋸は、後者の金工用鋸刃です。金工用鋸刃の持つ長所を活かし、塩ビパイプ切断に適した鋸刃を開発し、プロ用鋸として長年ご愛顧頂いております。一般的に鋸刃といえば、三角形のギザギザを想像されるのですが、単なる三角形の連続ではありません。長年にわたり用途に応じた鋭利な刃先角度・刃底の形状・硬さ等を研究し”切る”という作業に味を持たせました。鋸刃は、鋭い外見に対して内面はとても繊細です。製造工程における品質管理はもちろん温度変化による錆の発生まで留意し、鋸刃を第一に考えた快適空間の維持に努め徹底した温度管理の下、作業を行っています。
鋸刃製造
金工用鋸刃の大まかな製造工程を紹介します。(例:万能鋸)
鋸刃の材料は、主として炭素工具鋼を使用しています。硬度や耐摩耗性に優れており、切削工具に最適な材質です。
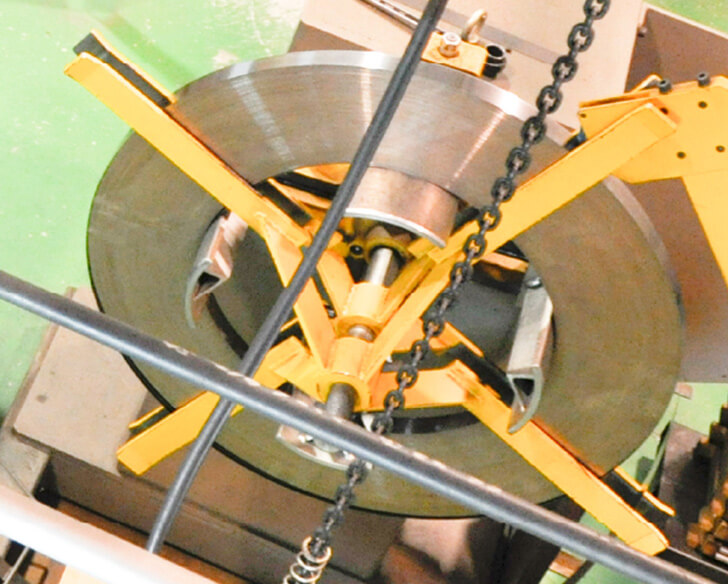
コイル状の材料を機械にセットします。

レベラーを通して巻きぐせをとり、まっすぐにし、鋸刃の形に切断していきます。
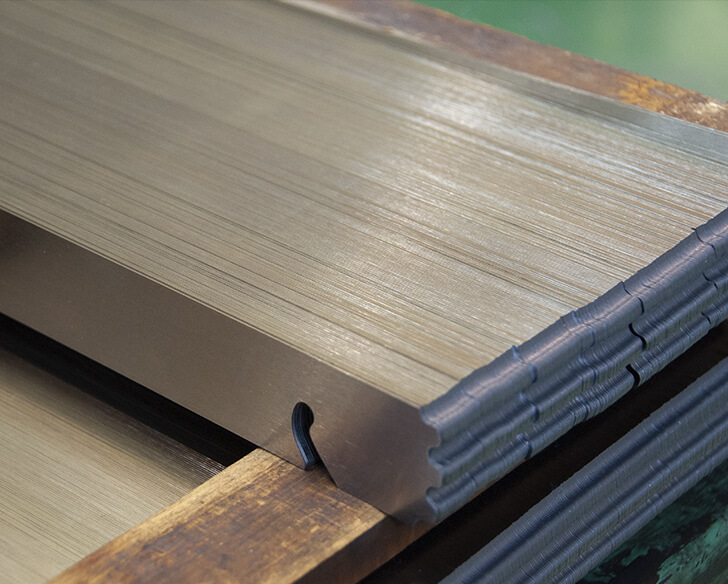

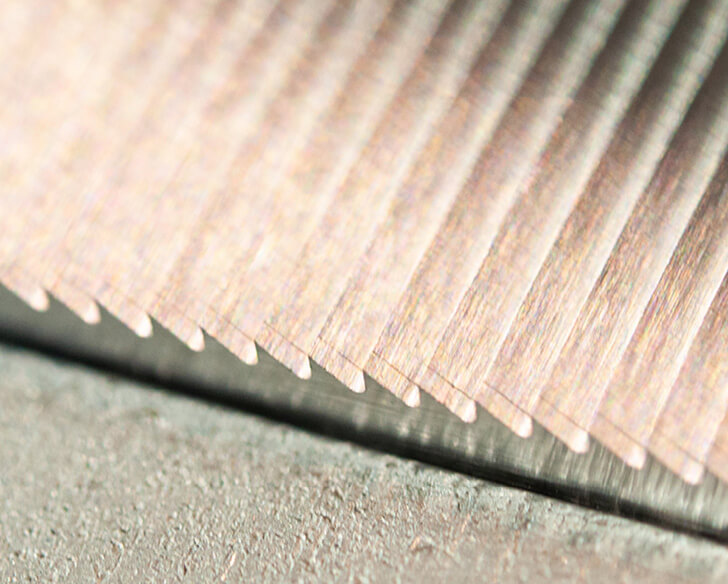
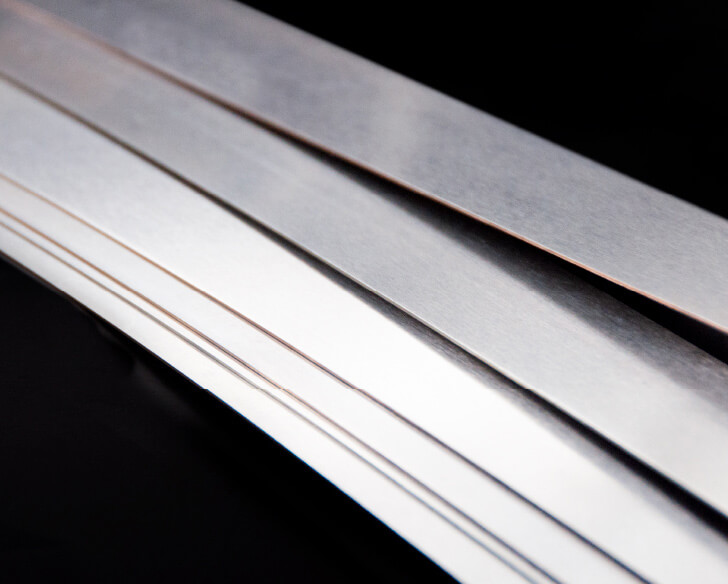
切断した材料を枠にはめ、鋸刃を形成します。【研磨目立】という作業です。精密な研磨を重ね、鋸の刃先を形成します。研磨目立を終えた刃の山肌は、とても滑らかで鏡のような美しい輝きを放つと共に刃物がもつ独特な鋭さも兼ね備えます。
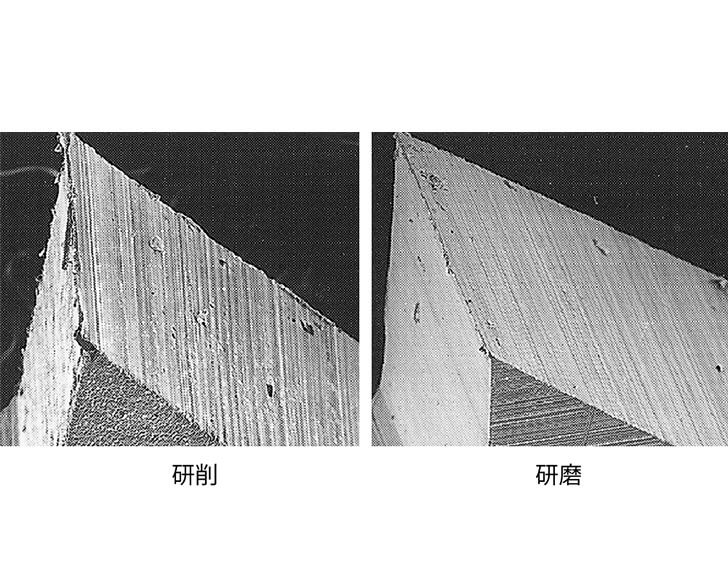
一つ一つの刃の精度は、超精度研磨により向上しました。

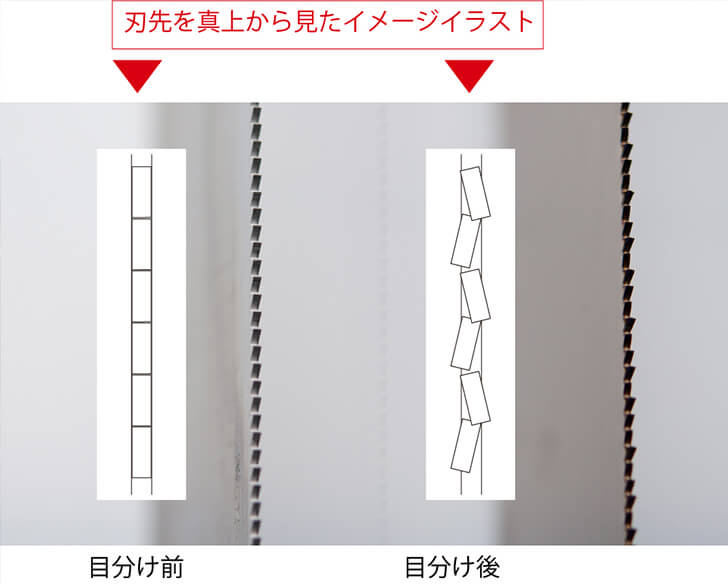
鋸刃が切削物に切り込むと、すでに切断した部分と鋸刃の接触や切りクズなどにより切断の抵抗(摩擦)が生じてしまい、切り進みにくくなります。その抵抗を減らして軽くひくために、刃を左右に振り分けます。【目分け】という作業です。この抵抗を少なくするための構造が「あさり」と呼ばれるものです。 「あさり」により鋸刃の厚み以上の切り幅で材料を切断することができ摩擦が少なくなり切りクズの排出もしやすくなります。鋸刃が切削物に対してスムーズな動きで切り進んでゆく働きをするための大切な工程です。切れ味と深く関わってきます。
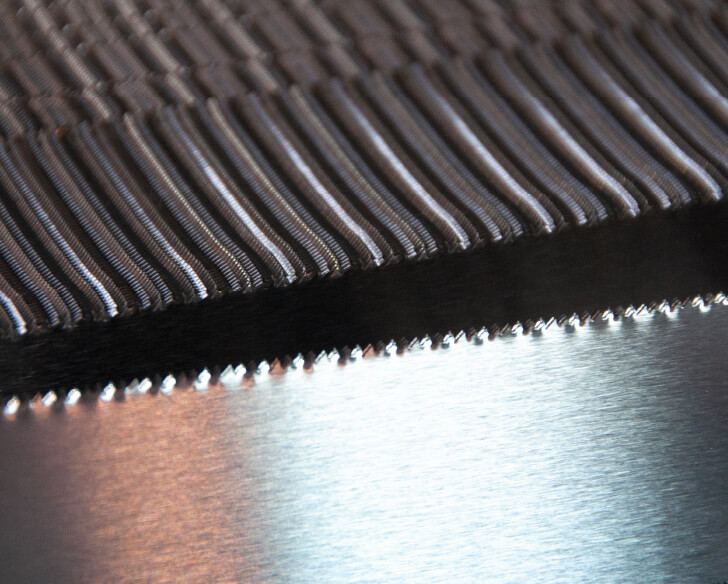
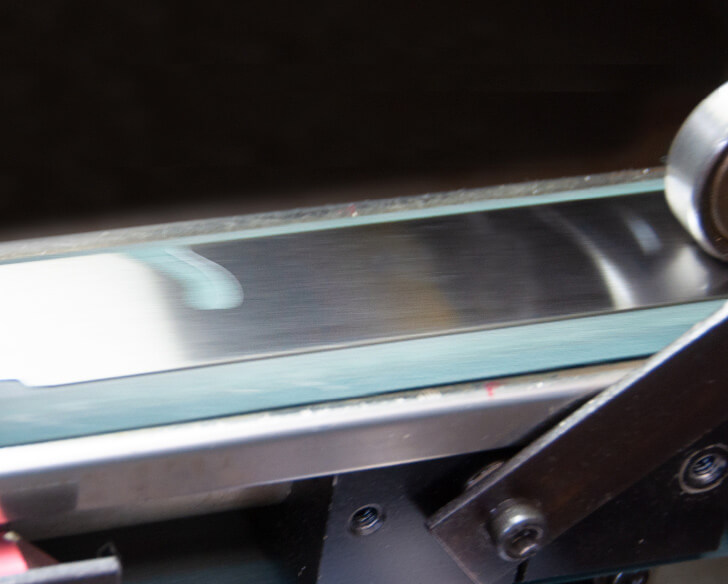
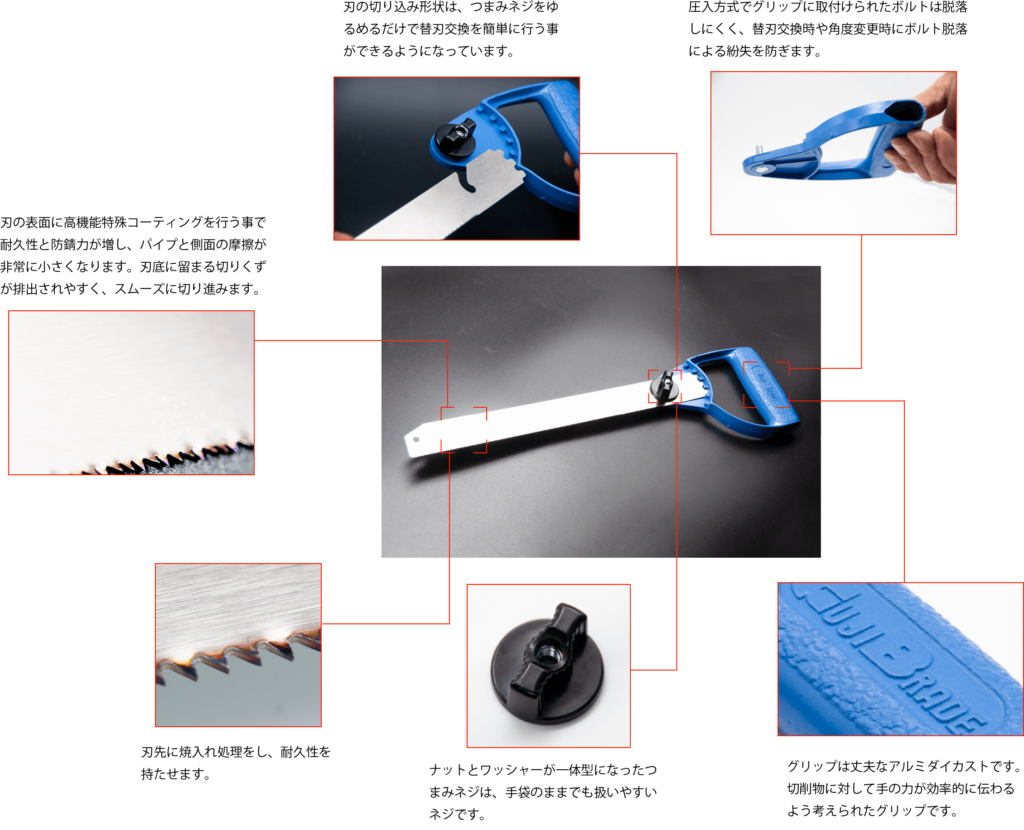
鋸刃全体に表面処理加工を施します。輝くシルバー色を維持しつつ、鋸刃の防錆や耐久性をさらに高めるための特殊加工を行います。
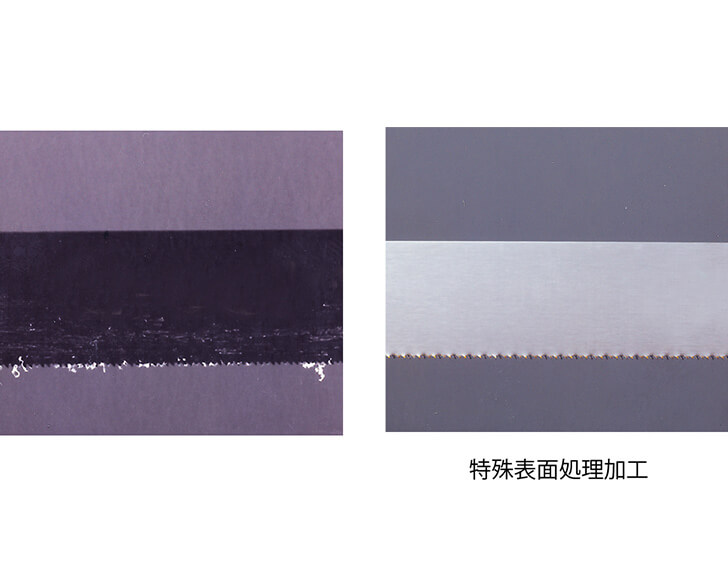
表面加工により切りクズ付着の軽減にもつながります。
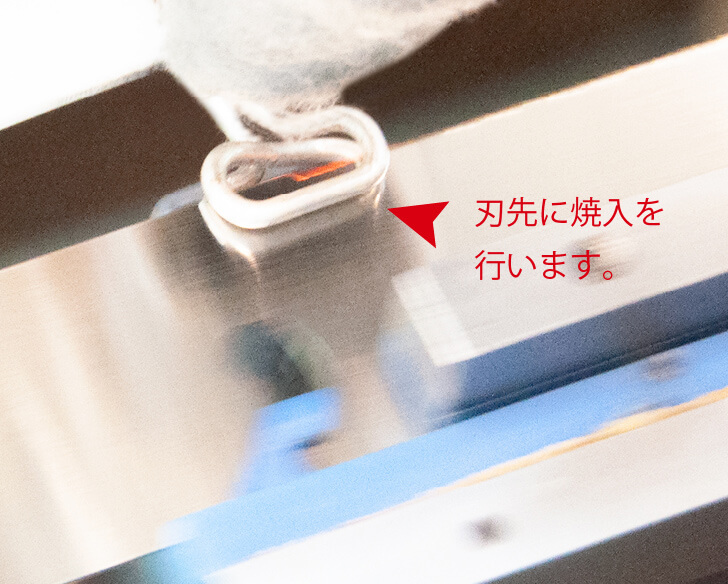
鋸の最重要部である刃先は、特に強靭でなければなりません。そのために刃先のみに焼きを入れ加工を行います。

焼きを入れ過ぎると逆にもろくなってしまうので、わずか数ミリ幅の刃先をめがけ、瞬間的に焼きを入れていきます。
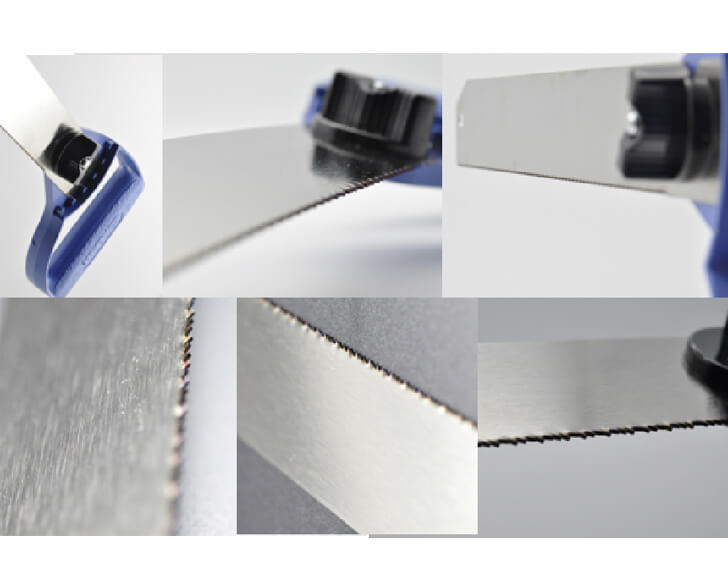

仕上がった鋸刃をあらゆる角度から検品し、箱詰めをしていきます。
一丁の鋸が出来上がるまでにはそれぞれの工程を担当する熟練作業者の眼と技術が光ります。市場には数多くの鋸があり、見た目では鋸刃はどれも同じように見えます。しかし、道具として各社様々な工夫のもとで独自の鋸を製造します。例えば、同じコーヒーでも珈琲店によって微妙に味は異なります。珈琲豆の配合により、その店独自のブレンドコーヒーを提供しています。鋸刃製造でも共通する点があります。 切れ感覚、切れ口、切れ速度等のいわゆる”切れ味”を引き出すためには様々な観点からリサーチを行い、コンマ単位の調整と切削試験を重ね、富士ブレードの鋸刃は確立しております。 皆様方に好感をもって末永く愛される鋸の製造に努めています。
万能鋸 特徴
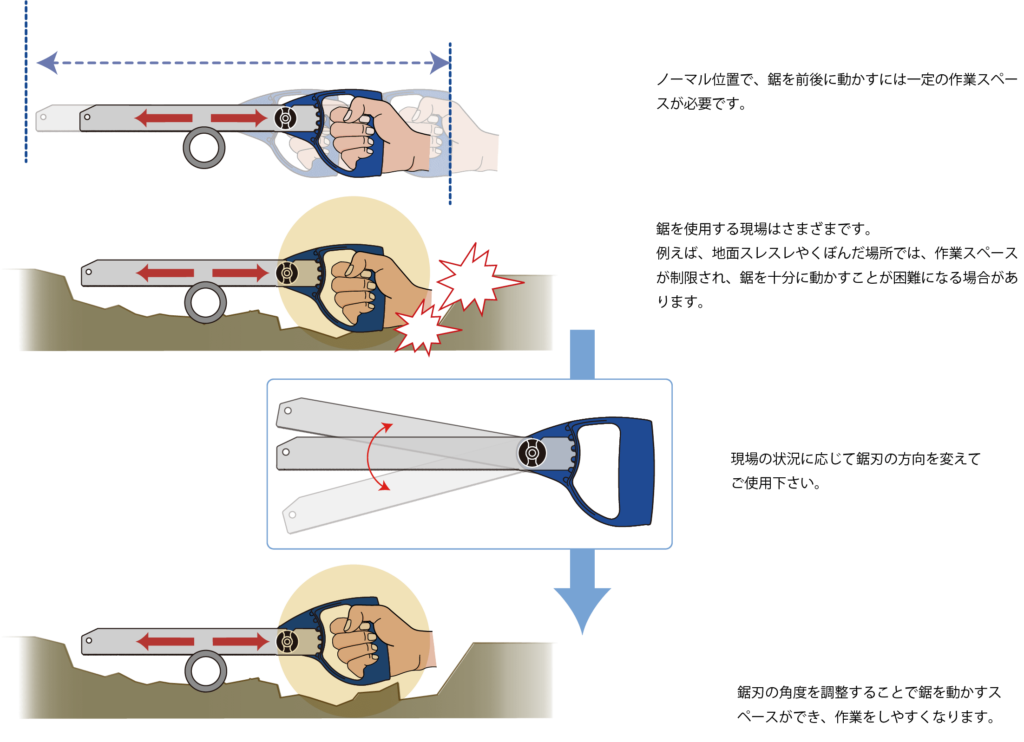
鋸角度の有効利用
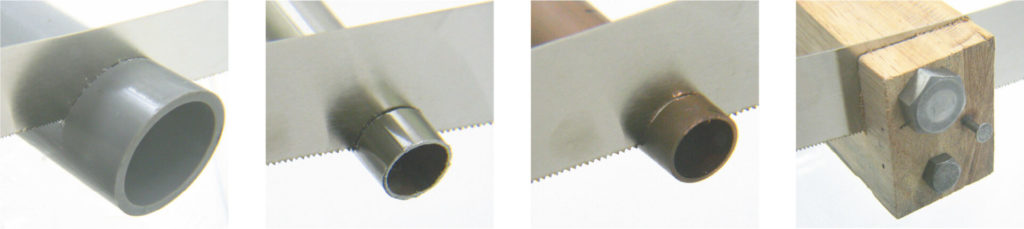
切断例
鋸は、引いた時に切れるように作られています。この特徴を考慮し、鋸を押すときには余計な力を入れず、引くときに力み過ぎずに少し力を入れて切ります。
鋸刃の山数について
鋸刃には色々な山数の規格があります。切る素材により適した山数の鋸刃を使用します。

山数の表示は、例えば12山は12T・18山は18T・36山は36T等と表示しています。それぞれ1インチ(25.4㎜)の間に12個・18個あるいは36個の刃の山があります。上記のイラストでもわかるように12山は刃の目が粗く、数字が上がる程、刃の目は細かくなります。
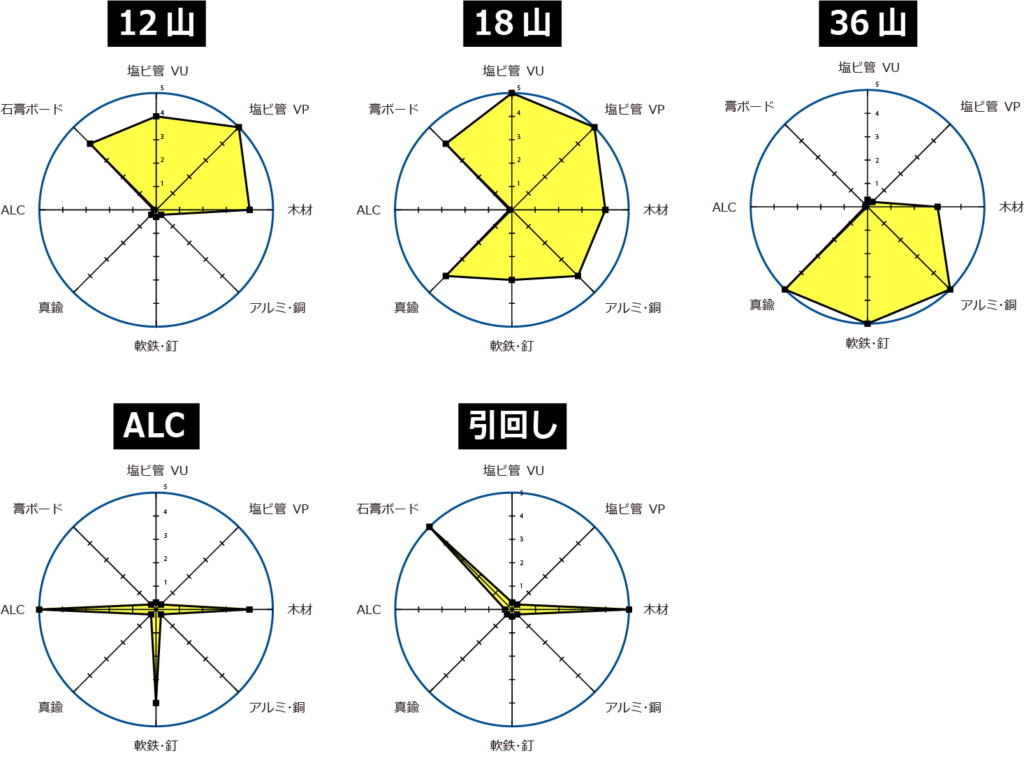
切る素材から鋸の山数を選択

| 適合表 | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 品名 | 主な用途 | 塩ビ菅 | 木材 | アルミ・鋼 | 軟鉄・クギ | 真鍮 | ALC | 石膏ボード 新建材 | |
| VU | VP | ||||||||
| 12山 | 厚肉塩ビ パイプ切断 | ○ | ◎ | ◎ | ◎ | ||||
| 18山 | 塩ビパイプ 切断 | ◎ | ◎ | ○ | ○ | △ | ○ | ○ | |
| 36山 | 薄肉パイプ 切断 | △ | ◎ | ◎ | ◎ | ||||
| ALC | ALC切断 | ○ | ○※1 | ◎ | |||||
| 引廻し | ボード穴加工 | ◎ | ◎ | ||||||
※1 ALC材の内部に組み込まれた軟鉄やクギのことです。単体の軟鉄・クギは除きます。
切れ感覚は、個人個人様々です。あくまでも目安として参考にして下さい。金切鋸刃については、お問合せ下さい。
12山
18山

36山
ALC
引廻し